注塑成型过程的步骤
发布时间:2019-06-21 11:08:55 点击次数:4298
注塑成型是把塑料原料(一般经过造粒、染色、加入添加剂等处理后的颗粒料)放入料筒中,经过加热塑化,使之成为高粘度的流体--为熔体,用柱塞或螺杆作为加压工具,使熔体通过喷嘴以较高的压力(约为25~80MPa)注入模具的型腔中,经过冷却、凝固阶段,而后从模具脱出,成为塑料制品。
注塑成型的四大要素:
1.塑胶模具 2.注塑机 3.塑胶原料 4.成型条件
注塑成型过程一般包括合模-——填充——(气辅,水辅)保压——冷却——开模——脱模等6个阶段,如图所示,各成型步骤代表注塑成型的不同阶段,通过对注塑机参数的设定,在正常生产的情况下注塑机会自动完成,下面对各注塑过程进行简单的说明。
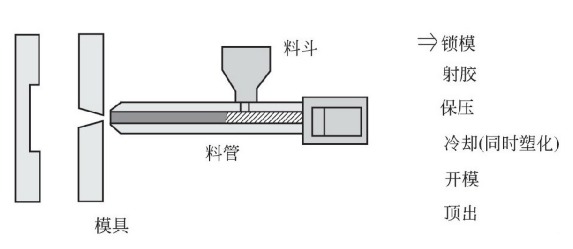
图注塑成型过程
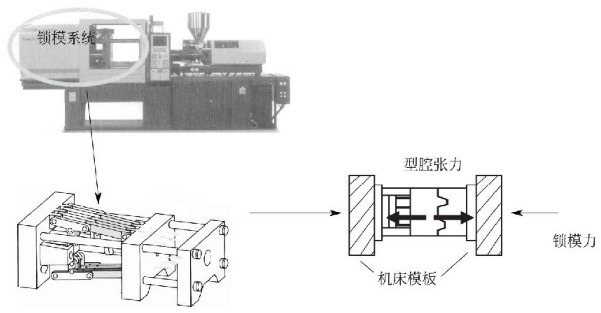
1.锁模(合模)、开模过程
注塑机的开合模动作是由锁模系统完成的,对于液压-机械(连杆)式注塑机,图1-2所示,主要通过机铰的运动进行模具的开合,锁模时对模具施加锁模力,用来克服注塑成型时型腔的张力,开模动作主要作用是取出产品,好进入下一个循环的生产。
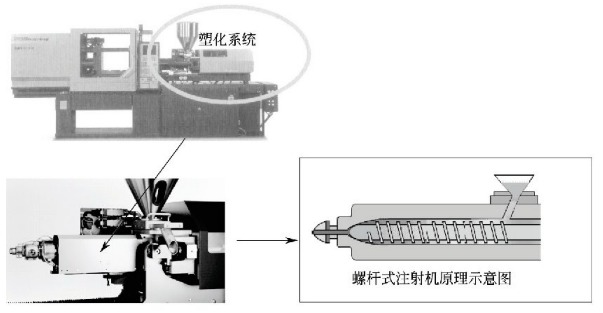
2.射胶、保压和塑化
射胶、保压和塑化动作主要是通过注塑机的塑化系统来完成,在注塑机的一个循环中,能在规定的时间内将一定数量的塑料加热塑化后,在一定的压力和速度下,通过螺杆将熔融塑料注入模具型腔中。注射结束后,对注射到模腔中的熔料保持定型,如图所示。
3.冷却过程
产品冷却阶段是高温熔体通过料筒前面的喷嘴和模具的浇道系统射入预先闭合好的低温模腔中,在模具内冷却定型的过程。冷却定型过程对生产周期影响较大,需根据产品生产工艺要求,设置合理的冷却时间。
4.产品顶出
产品顶出由注塑机上的顶出系统来完成,注塑机开模后,产品顶出系统向前,顶出产品后回退,产品顶出方式根据取件的要求可以设置为保持、回退、中间顶出等模式,见图。
注塑成型的四大要素:
1.塑胶模具 2.注塑机 3.塑胶原料 4.成型条件
注塑成型过程一般包括合模-——填充——(气辅,水辅)保压——冷却——开模——脱模等6个阶段,如图所示,各成型步骤代表注塑成型的不同阶段,通过对注塑机参数的设定,在正常生产的情况下注塑机会自动完成,下面对各注塑过程进行简单的说明。
图注塑成型过程
1.锁模(合模)、开模过程
注塑机的开合模动作是由锁模系统完成的,对于液压-机械(连杆)式注塑机,图1-2所示,主要通过机铰的运动进行模具的开合,锁模时对模具施加锁模力,用来克服注塑成型时型腔的张力,开模动作主要作用是取出产品,好进入下一个循环的生产。
2.射胶、保压和塑化
射胶、保压和塑化动作主要是通过注塑机的塑化系统来完成,在注塑机的一个循环中,能在规定的时间内将一定数量的塑料加热塑化后,在一定的压力和速度下,通过螺杆将熔融塑料注入模具型腔中。注射结束后,对注射到模腔中的熔料保持定型,如图所示。
3.冷却过程
产品冷却阶段是高温熔体通过料筒前面的喷嘴和模具的浇道系统射入预先闭合好的低温模腔中,在模具内冷却定型的过程。冷却定型过程对生产周期影响较大,需根据产品生产工艺要求,设置合理的冷却时间。
4.产品顶出
产品顶出由注塑机上的顶出系统来完成,注塑机开模后,产品顶出系统向前,顶出产品后回退,产品顶出方式根据取件的要求可以设置为保持、回退、中间顶出等模式,见图。
上一篇:远景真空式自动吸料机
下一篇:风冷式冷水机结构特征与工作原理

