注塑机的控制及设置面板
发布时间:2019-07-13 11:49:20 点击次数:7756
注塑机的控制面板,供人们进行生产时控制使用,和计算器的键盘一样,是控制指令和进行生产参数设置的主要途径。控制面板上每一个按键功能及作用是注塑机控制者必须掌握的首要技能。
在输入指令时,按下控制面板上相应的控制模式选择键,就选择了对应的生产循环模式。例如,在手动模式下,按下控制面板上相应的手动控制键,就实现相应的功能动作。在生产参数设置与修改方面,首先要调出相应的设置画面,然后利用光标键,移动光标到需要设置或修改参数的数据上,输入所需的数据后,再按下确认键,就可以改变如动作压力、速度、位置和时间、动作模式选择等生产参数设置条件,以满足成型质量和生产效率的需要。
各种微电脑控制的注塑机,其控制及设置面板的各项控制控制功能基本相同,而每个按键或符号与相应的动作亦是大同小异。因此,学懂一种机型的控制方法,就可以触类旁通其他机型的控制。
本文主要介绍国内和国外两种注塑机的控制和设置面板。
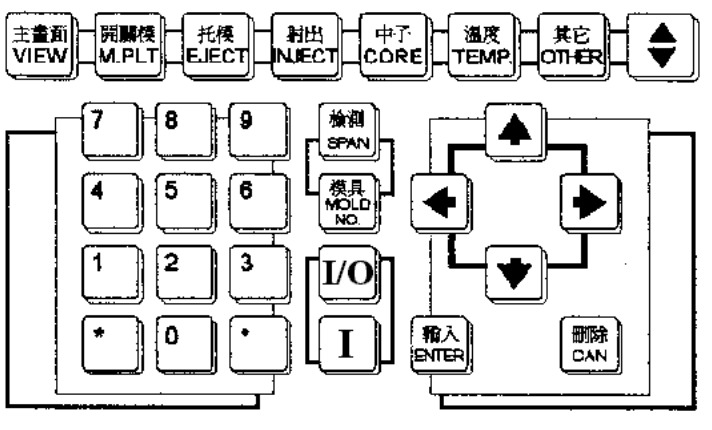
注塑机控制及设置面板
该注塑机的控制及设置面板上的按键是以使用功能为组群排列,主要由画面选择键、资料设定键、成型状态选择键、调整键、合模装置手动键、注射装置手动键、开关键七个群组组成。各按键组的使用功能如下。
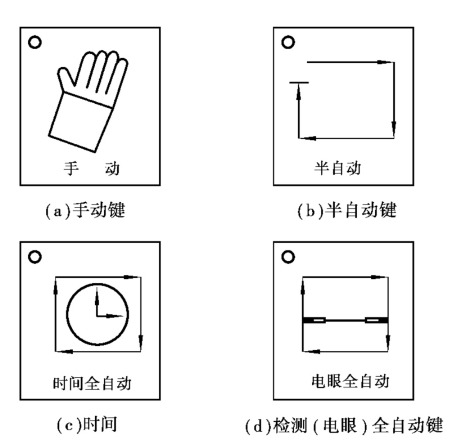
一、成型状态选择键组
成型状态选择键组,如图所示。
(1)手动键
当电源开启时,机器自动处于手动状态。此键具有多项功能,除了使自动状态恢复为手动尚可做警报清除及不正常状况之清除,本即是一个还原键。
(2)半自动键
按下此键时,机器处于自动循环,每一循环开始,均需开关安全门一次,才能继续下一个循环。
(3)时间全自动键
按下此键,即可使机器进入全自动状态循环运行。除非有报警发生,否则机器在循环结束后,立即进入下一个生产循环。
(4)检测(电眼)全自动键
按下此键时,机器处于自动循环,唯每一个循环结束时,于4秒内检查成品是否有掉落通过检出电眼,若无,代表成品还留在模内;此时,机器停止警报动作。荧幕将显示“脱模失败”。
二、调整键组
调整键组,如图所示。
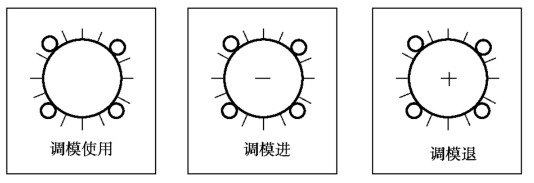
通常此键提供两项功能,按第一次为粗调模,在此状态下,调模进或调模退才能动作。为了方便和安全安装设置模具,此时控制开关模、射出、储料、射退、注射台前进或后退的压力及速度,均使用内置的低压慢速,在运动中不随位置的变化而变换压力和速度,但开模、储料及射退会随位置到达而停止。因此,在安装设置模具时,出于安全考虑务必使用粗调模。
图调整键组
按第二次时,为自动调模,当模具装好并设定好开关模所需的压力、速度、位置、锁模力等参数后,才可使用自动调模。当开合一次安全门后,机器便依所设定的参数进行自动调整模厚,直至所设定的锁模力与实际的压模压力一致时,报警一响便是自动调模完成,可以进入下一步控制了。
值得注意的是,在调模状态下是无法进入自动状态的,需恢复为手动状态才可以转换。
(2)调模进键
在选择粗调模下按此键,可依手按的次数和长短而决定模进的距离。若持续按下一秒后,调模一直往前做长距离的调整,而当手放开时即停止调整动作。
(3)调模退键
按下此键时,机器处于自动循环,唯每一个循环结束时,于4秒内检查成品是否有掉落通过检出电眼,若无,代表成品还留在模内;此时,机器停止警报动作。荧幕将显示“脱模失败”。
下一篇:注塑成型原理

